![]() Text
als rtf-Datei zum Download
Text
als rtf-Datei zum Download
![]() Diese Presseinfo als pdf-Datei zum Download
Diese Presseinfo als pdf-Datei zum Download
Baumaschinen: Umstellung auf gesteuerte Schraubtechnik steigert den Output
Desoutter-Technik hilft Kubota, die Montageprozesse zu verschlanken
Die Umstellung von Druckluft- auf Elektrowerkzeuge hat bei Kubota in Zweibrücken bereits zahlreiche Schraubprozesse verschlankt. Erstens werden für die Montage von Radladern und Kleinbaggern weniger Werkzeuge benötigt, zweitens entfallen zahlreiche Prüf- und Kontrollvorgänge. Drittens profitiert der Baumaschinenhersteller von geringerem Energieverbrauch, besserer Ergonomie und neuen Möglichkeiten zur Prozessüberwachung durch die IT-Anbindung. Alles trägt dazu bei, den Output deutlich zu steigern.
Maintal, August 2023.
"Die schönste Schraubstelle bei uns hier im Werk ist die Drehkranzverschraubung", sagt Jens Weber, Produktionsingenieur bei der Kubota Baumaschinen GmbH in Zweibrücken. "Mit dieser Verschraubung wird die Verbindung von Unter- und Oberwagen hergestellt." Das elektronisch gesteuerte Schraubwerkzeug von Desoutter ist in diesem Fall an einem Auslegerarm mit über 3 m Radius befestigt, mit dem am Drehkranz rund 20 Schrauben mit Drehmomenten von jeweils etwa 300 Newtonmetern (N·m) angezogen werden. "Zero-Gravity-Arm" nennt Desoutter diese Handlingsysteme, weil die Mitarbeiter das Werkzeuggewicht nicht tragen müssen und die Systeme das bei der Verschraubung entstehende hohe Reaktionsmoment komplett abfangen. Das Schraubwerkzeug ist in einer Haltevorrichtung fixiert und kann trotz der großen bewegten Massen kinderleicht im Raum bewegt werden. Der Mitarbeiter führt den Arm in Richtung Schraubstelle, setzt das Werkzeug an und braucht es nur noch mit einem Finger zu starten. Ergonomisch, sicher, zuverlässig und rückverfolgbar sind diese Verschraubungen.
Kubota montiert in Zweibrücken etwa 12500 Bagger und 2500 Radlader pro Jahr. Für die Mini- und Kompaktbagger ist es das einzige Werk in Europa. Die Maschinen sind in der Gewichtsklasse von 1,6 bis 2,7 Tonnen zu finden, größere Geräte werden in Japan hergestellt. Bei den Radladern gibt es im Wesentlichen zwei Modelle: eine Variante für Europa und eine für die US-amerikanischen, kanadischen und australischen Märkte. Von Deutschland aus werden Europa, Australien und Nordamerika beliefert, der Rest der Welt wird aus dem japanischen Werk bedient. In Zweibrücken arbeiten derzeit etwa 700 Mitarbeiter, davon etwas über 500 in der Produktion.
+++ Umrüstung der Montagelinien ist ein kontinuierlicher Prozess
"Wir haben deutlich mehr Aufträge, als wir bearbeiten können", sagt Jens Weber. "Das ist einer der Gründe, weshalb wir vor Jahren schon begonnen haben, hier am Standort die Montagelinien von Druckluft- auf Elektrowerkzeuge umzustellen." Dadurch würden die Schraubprozesse verschlankt, da an diversen Schraubstellen statt zwei Werkzeugen - Voranzug per Druckluftschrauber sowie Endanzug mit Drehmomentschlüssel - nur noch eines benötigt werde. Vor allem biete die Umstellung auf gesteuerte Schraubsysteme weitaus bessere Möglichkeiten zur Überwachung und Dokumentation, als sie bei Druckluftwerkzeugen gegeben sind. Für Weber der Hauptgrund für die Umstellung, denn das Produkthaftungsgesetz fordert im Falle des Falles den Hersteller auf, nachzuweisen, dass die Montage nach dem "Stand der Technik" erfolgt ist. Dieser ist aktuell in der VDI/VDE 2862 als gültiger Norm hinterlegt und mit gesteuerten Elektroschraubern am einfachsten umzusetzen.
Kubota setzt auf entsprechende Schraubwerkzeuge von Desoutter, darunter die Pistolenschrauber des Typs ERP, die EABC-Akku-Winkelschrauber sowie die elektronischen Drehmomentschlüssel des Typs Q-Shield. Sie alle kontrollieren während der Montage selbsttätig den jeweiligen Schraubprozess und kommunizieren per WLAN oder - bei einigen Hochmomentschraubern - über eine kabelgebundene Netzwerkverbindung. Daneben profitiert der Hersteller aber auch von höherer Sicherheit, besserer Ergonomie, der Möglichkeit der IT-Anbindung sowie einem geringeren Energieverbrauch.
+++ Kritische Schraubfälle werden elektronisch überwacht
Die Schraubfälle in Zweibrücken werden in der japanischen Konstruktionsabteilung von Kubota klassifiziert und decken sich von der Nomenklatur mit der VDI/VDE-Richtlinie, tragen nur andere Buchstaben: Die sicherheitskritischen Schraubverbindungen, die in der Norm in die Risikoklasse A fallen, werden Kubota-intern mit dem Buchstaben S bezeichnet. Den funktionskritischen Verschraubungen, in der VDI-Richtlinie die Risikoklasse B, hat Kubota das Kürzel A zugeordnet. Und die laut VDI unkritischen Klasse-C-Schraubverbindungen, früher als kundenkritisch bezeichnet, finden sich bei Kubota in der Klasse B. "Von diesen unkritischen Schraubstellen haben wir an den Baggern deutlich mehr als an den Radladern", erklärt Jens Weber. Dafür fänden sich an den Radladern je nach Modell und Ausstattung derzeit etwa 24 überwachte Schraubfälle und damit mehr als an den Baggern mit "nur" etwa 12. Diese 24 beziehungsweise 12 Schraubfälle sind allesamt kritisch und werden daher elektronisch überwacht.
+++ Kubota stellt internen Schraubstellen-Risikoklassen auf VDI-Nomenklatur um
Langfristig will sich Kubota, was die Auslegung und Prüfung der Werkzeuge sowie die Weiterzugsmessungen angeht, an der VDI orientieren. Dies geschehe parallel zur Umstellung der Druckluft- und Impulsschraubtechnik auf gesteuerte Schraubtechnik. "Alle S-Klasse-Verschraubungen haben wir bereits umgestellt", sagt Weber. Die A-Schraubfälle befänden sich derzeit in der Transformation, und alle B-Schraubfälle würden in naher Zukunft angegangen. "Die Umstellung der Schraubfallklassen auf die Nomenklatur der VDI-Richtlinie sowie die der Werkzeuge auf höherwertige Technik haben wir beschlossen, weil wir für unsere Kunden einen gewissen Standard erfüllen möchten", führt der Produktionsingenieur weiter aus. Der Anspruch an die neuen Werkzeuge und Systeme lautete zunächst, dass sie zuverlässig arbeiten und dokumentationsfähig sein müssen - was viele Hersteller erfüllen. "Die wichtigste Anforderung war aber, dass die Technik gut mit dem internen IT-System kommunizieren musste", streicht Weber heraus; denn Kubota wollte alle Daten erfassen und die Arbeitsplätze so übersichtlich und wenig fehleranfällig wie möglich gestalten. Hier trennte sich die Spreu vom Weizen; Desoutter lag auch wegen der über Open Protocol möglichen, flexiblen Kommunikation ganz vorn im Wettbewerb.
+++ Fehlerquote durch gesteuerte Schraubsysteme deutlich gesunken
"An den Montagestationen, an denen wir die Druckluft- und Impulsschrauber schon durch gesteuerte Systeme von Desoutter ersetzt haben, ist die Fehlerquote sehr deutlich zurückgegangen", betont der Fertigungsexperte. So komme es inzwischen nicht mehr vor, dass eine Schraube vergessen werde. Auch Probleme mit überdrehten Schrauben oder zu niedrigen Drehmomenten gehörten inzwischen der Vergangenheit an; die konstruktiv vorgegebenen Toleranzbereiche würden sehr gut eingehalten. "Vor allem aber können wir jetzt die Schraubdaten analysieren", freut sich Jens Weber, und das auch Jahre später noch. "Das ging an den Stationen, an denen wir früher mit Knickschlüsseln oder Druckluftschraubern gearbeitet haben, natürlich nicht." Die Implementierung in das bestehende System sei sehr positiv verlaufen. "Die Werker kennen das System, die Software ist hervorragend angebunden", ergänzt der Kubota-Produktionsingenieur. Die Abläufe würden von allen als sehr komfortabel empfunden. Die Zusammenarbeit der Desoutter-Steuerung mit der Kubota-IT funktioniere einwandfrei.
+++ SAP-Software auf Kubota-Bedürfnisse zugeschnitten
Im Detail sieht die Kommunikation der Systeme so aus: An allen Stationen, an denen gesteuerte Elektro- beziehungsweise Akkuschrauber oder Drehmomentschlüssel eingesetzt werden - und allein Letzteres sind über zwei Dutzend aus dem Hause Desoutter - wird der MES-Client des SAP-Beratungshauses Orbis SE genutzt. Die Schnittstelle und nötigen Funktionen wurden von Kubota definiert und von Orbis SE programmiert. Die Monteure an der Linie sehen eine abgespeckte MES-Oberfläche. Für das jeweils nächste Bauteil oder die jeweils nächste Aufgabe scannen sie einen Barcode auf der Laufkarte, die der Maschine beiliegt. Der Scanprozess löst eine Meldung an das MES-System aus, dessen Software wiederum die Schraubersteuerung anspricht. Diese meldet ihrerseits via Open Protocol die Sollwerte an das Schraubwerkzeug und spielt nach der Verschraubung die Daten zurück ans MES.
+++ Schraubergebnisse werden auf mehreren Wegen an die Werker zurückgemeldet
Die MES-Software überwacht die Anzahl der für die jeweilige Aufgabe nötigen Verschraubungen. Drehmomente, Drehwinkel und die diversen Toleranzbereiche werden von der Desoutter-Steuerung überwacht. Auf der MES-Oberfläche des Monitors werden alle Werte angezeigt. Der Werker erhält seine Rückmeldung einerseits durch die Vibration des Q-Shield-Drehmomentschlüssels, zweitens über den Monitor oberhalb seines Arbeitsplatzes sowie drittens redundant auf dem Display des Schlüssels. Ist alles in Ordnung, wird die Zeile auf dem Monitor grün hinterlegt; bei Fehlern macht eine rote Warnmeldung darauf aufmerksam, dass noch einmal korrigiert werden muss. Nur wenn die Verschraubung "i. O." war, wird die Aufgabe im System MES-seitig abgemeldet. War sie nicht in Ordnung, muss der Mitarbeiter jemanden aus der Qualitätssicherung herbeiholen, der etwa einen Neustart veranlassen darf oder das Problem anderweitig lösen kann. "Wir speichern alle Schraubergebnisse in unserem MES-System und dokumentieren sie auf Maschinenebene im SAP-System", erläutert Jens Weber. "Hier sind sie dauerhaft den jeweiligen Schraubstellen sowie den individuellen Radladern und Baggern zugeordnet."
+++ Endanzug an besonders großen Schrauben mit 1,5 m langem Drehmomentschlüssel
Bei allen Schraubstellen handelt es sich um harte Schraubfälle, also Schraubverbindungen von Metall auf oder in Metall, bei der ab der Kopfauflage der Schraube das Drehmoment sprunghaft ansteigt und das vorgegebene Anziehdrehmoment anschließend innerhalb eines Weiterdrehwinkels von maximal 30° erreicht wird. Die Programmierung sieht bei allen Verschraubungen das Drehmoment als Steuergröße sowie den Drehwinkel als Kontrollgröße vor - die in solchen Fällen gängigste Schraubstrategie. Die Drehmomente liegen zwischen 10 und 500 Nm, wobei einige der bei Kubota eingesetzten Drehmomentschlüssel aus dem Hause Desoutter bis 800 Nm erreichen können. Die höchsten Drehmomente in der Bagger- und Radlader-Montage sind übrigens an den Schrauben zu finden, mit denen am Bagger das Heckgewicht (maximal 431,5 Nm) sowie an den Radladern die Räder (maximal 525 Nm) befestigt werden. Am Heckgewicht wird ein 1,5 m langer Drehmomentschlüssel von Desoutter genutzt, die Radmontage wird bis zum Sommer 2023 auf ein gesteuertes System umgestellt.
Zu den weiteren interessanten Verschraubungen zählt die Lenkradmutter am Radlader: diese wird mit einem - allerdings deutlich kürzeren - Q-Shield auf 40 Nm (± 5 Nm) angezogen. Auch die Masseverschraubung am Motor-Hauptausschalter, mit der die Batterie abgeklemmt werden kann, wird mit dem Drehmomentschlüssel vorgenommen. Hier ist die Schraube mit 8,8 bis 11,8 Nm anzuziehen. Beide Verschraubungen sind sicherheitsrelevant, genauso wie zahlreiche Hydraulikverschraubungen an den Baumaschinen.
+++ Kommunikationszentrale "Connect" organisiert den Datenfluss
Neben diesen elektronischen Produktionsschlüsseln, die auch als Prüfschlüssel eingesetzt werden können, sind in Zweibrücken diverse Elektro-Winkel- und -Pistolenschrauber im Einsatz. Die meisten dieser Werkzeuge arbeiten kabellos, beziehen ihre Antriebsenergie aus einem Akku und werden über WLAN kommunikativ angesteuert. Darüber hinaus hat Kubota von Desoutter vier kabelgebundene Hochmoment-Pistolenschrauber in Betrieb; mit ihnen wird am Drehkranz und an der Unterseite des Fahrzeugs gearbeitet. Die Drehmomente betragen an diesen Schraubstellen zwischen 100 und 300 Nm. Alle genannten Werkzeuge sind elektronisch gesteuert. Die kabelgebundenen Tools tauschen ihre Daten mit der CVI3-Steuerung von Desoutter aus, die Akkuwerkzeuge sind an eine Connect angebunden. Diese kleine Steuereinheit fungiert als Kommunikationszentrale für den gesamten Datenfluss und ist bewusst etwas weiter weg von der Linie untergebracht. Für die WLAN-Werkzeuge sind an den Arbeitsplätzen keine separaten Schraubersteuerungen nötig, da mehrere Schraubwerkzeuge an eine Connect angebunden werden können. Allerdings steht an fast jedem Montagearbeitsplatz ein PC mit Bildschirm, der auch für andere Prozesse genutzt wird.
+++ Änderung der Prozessvorgaben sehr einfach am PC möglich
Die Mitarbeiter seien sowohl mit den kabelgebundenen Elektro- und den kabellosen Akkuwerkzeugen als auch mit den elektronischen Q-Shield-Drehmomentschlüsseln von Desoutter sehr zufrieden, insbesondere dann, wenn damit eine körperliche Entlastung verbunden sei. "In vielen Fällen mussten die Werker früher mit schwereren Druckluftwerkzeugen hantieren", begründet Jens Weber. Auch die rechtzeitige Rückmeldung einer Verschraubung als in Ordnung oder nicht in Ordnung (i. O. oder n. i. O.) durch die Vibration des Q-Shields werde als sehr positiv beurteilt. Sowohl die angetriebenen Werkzeuge als auch die Drehmomentschlüssel seien sehr robust und kaum kaputtzukriegen, sagt der Kubota-Mitarbeiter. Ebenfalls angetan ist er von vielen Bedienfunktionen, die am PC vorgenommen werden können: "An den Werkzeugen muss man nichts mehr einstellen. Ich kann alles komfortabel über die Desoutter-Software CVI Config am PC einrichten oder ändern. Wir müssen bei kleinen Problemen also nicht mehr an die Linie laufen, sondern können sie vom Büro aus lösen."
"Die gesamte Technik und die Kommunikation der unterschiedlichen Systeme funktioniert wunderbar", findet Jens Weber, "die Software ist insgesamt sehr leicht zu handeln." Anpassungen während des Betriebs seien ebenfalls problemlos möglich, zum Beispiel wenn eine Drehwinkelüberwachung "on the Fly" auf andere Parameter umgestellt werden solle.
Autor: Thomas Preuß, freier Journalist in Königswinter
((Infokasten)) Über Desoutter
Effizient, produktiv und zukunftsfähig sind die Lösungen von Desoutter. 1914 in Frankreich gegründet, ist Desoutter heute einer der weltweit führenden Anbieter von Industriewerkzeugen, Montagelösungen und Dienstleistungen für die Automobil- und Offroadindustrie, die Luft- und Raumfahrtindustrie sowie den allgemeinen Maschinen- und Anlagenbau. Ganz im Sinne von Industrie 4.0 erhalten Anwender bei Desoutter alle Komponenten für ihre Smart Factory aus einer Hand - von ausgereifter Soft- und Hardware für eine intuitive Werkerassistenz bis hin zur umfassenden Prozesssteuerung. Desoutter hat seinen Hauptsitz im französischen Nantes und unterstützt mit seinem Portfolio Kunden in über 170 Ländern.
Hier geht's zu den deutschen Internet-Seiten von Desoutter.
 |
Download: Jens Weber ist seit 2022 Produktionsingenieur bei Kubota in Zweibrücken. "Die Implementierung der Desoutter-Schraubwerkzeuge in unsere bestehende IT hat hervorragend geklappt. Und die Mitarbeiter können mit den ihnen bekannten Oberflächen weiterarbeiten." (Bild: Desoutter/Rüdiger Vogel) |
 |
Download: Blick auf die Montagelinie der Radlader. In Zweibrücken fertigte Kubota zuletzt ungefähr 2500 Radlader sowie 12500 Bagger pro Jahr. (Bild: Desoutter/Rüdiger Vogel) |
 |
Download: Die Lenkradmutter am Radlader wird mit einem Q-Shield auf 40 Nm angezogen. Die Verschraubung ist sicherheitsrelevant; das Drehmoment muss also kontrolliert und dokumentiert werden. Dazu kommuniziert der Drehmomentschlüssel über WLAN mit der übergeordneten IT von Kubota. (Bild: Desoutter/Rüdiger Vogel) |
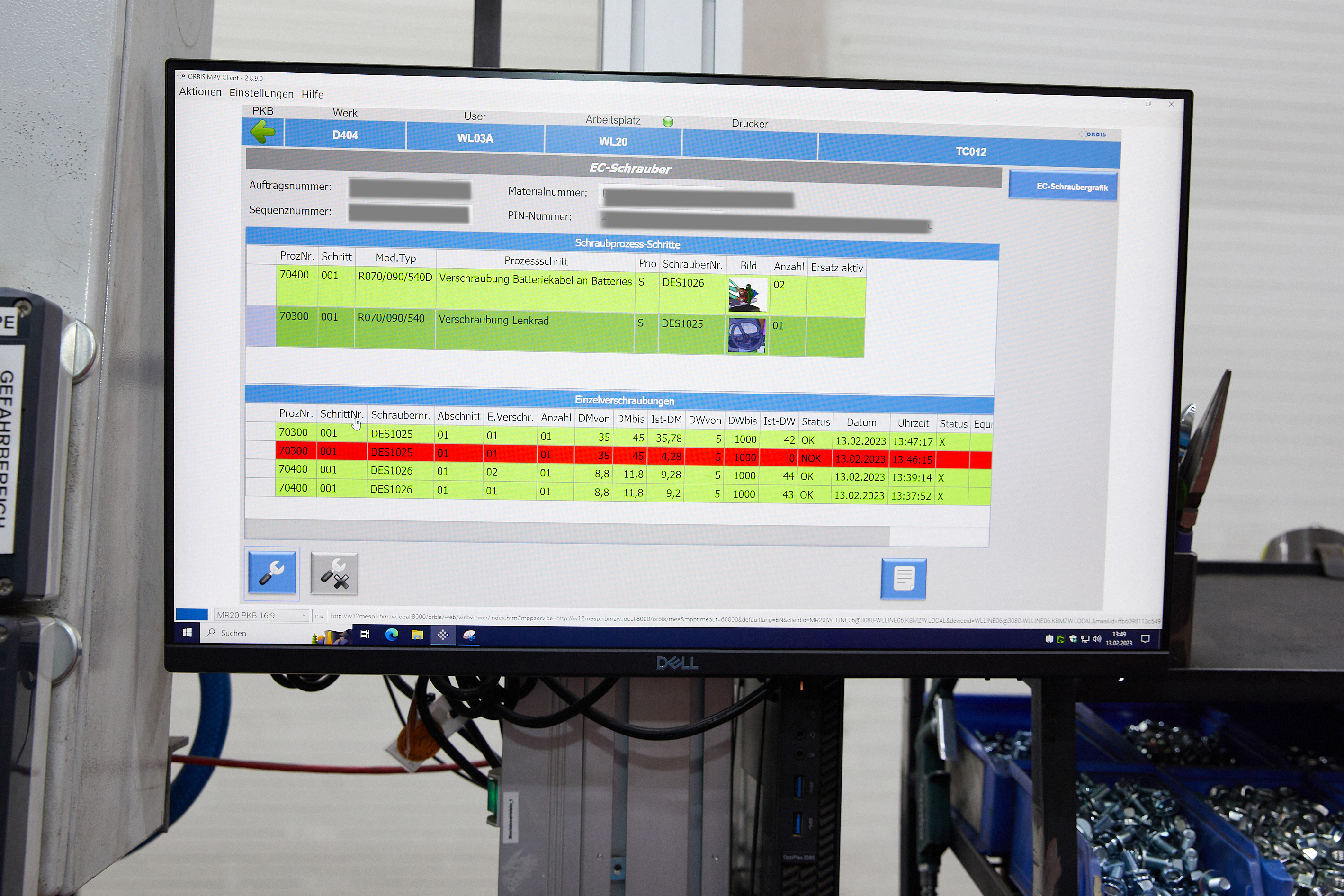 |
Download: Auf dem Bildschirm wird den Mitarbeitern in Echtzeit angezeigt, ob die Verschraubung in Ordnung war (grün hinterlegt) oder nicht (dann rot). Viele Fehler, wie vergessene oder falsch angesetzte Schrauben, merkt die Software sofort, so dass der Werker sie gleich im Prozess korrigieren kann. Ist dies nicht möglich, rückt ein Mitarbeiter aus der Qualitätssicherung aus, um das Problem zu lösen. (Bild: Desoutter/Rüdiger Vogel) |
 |
Download: Auch die Masseverschraubung am Motor-Hauptausschalter, mit der die Batterie abgeklemmt werden kann, wird mit einem Drehmomentschlüssel des Typs Q-Shield vorgenommen. Hier ist die Schraube mit 8,8 bis 11,8 Nm anzuziehen. Die Mitarbeiterin erhält ihr Feedback - ob die Verschraubung in Ordnung war oder nicht - einerseits durch die Vibration des Werkzeugs, auf dessen Display sowie zusätzlich auf dem Bildschirm über ihrem Arbeitsplatz. (Bild: Desoutter/Rüdiger Vogel) |
 |
Download: Die Schraube am Batteriekabel muss mit einem Q-Shield auf 8,8 bis 11,8 Nm angezogen werden. Das Display des Drehmomentschlüssels zeigt hier 9,2 Nm an - damit ist die Masseverschraubung "i. O.". (Bild: Desoutter/Rüdiger Vogel) |
 |
Download: Auf dem Bildschirm sieht die Mitarbeiterin, ob die letzten Verschraubungen in Ordnung waren (grün hinterlegt) oder nicht (rot). (Bild: Desoutter/Rüdiger Vogel) |
|
Download: Am Drehkranz der Mini- und Kompaktbagger sind rund 20 Schrauben mit jeweils etwa 300 Nm anzuziehen. Wegen der hohen Drehmomente ist das Schraubwerkzeug an dieser Station in einen Zero-Gravity-Arm von Desoutter eingespannt. Der macht den Schrauber für den Mitarbeiter "gewichtslos" und fängt über seine Mechanik das Reaktionsmoment ab. (Bild: Desoutter/Rüdiger Vogel) |
|
 |
Download: Die Schrauben am Drehkranz der Bagger werden mit Drehmomenten von jeweils 300 Nm angezogen. Beim Anzug mittels ERP-Hochmomentschrauber von Desoutter wird der Drehwinkel überwacht. (Bild: Desoutter/Rüdiger Vogel) |
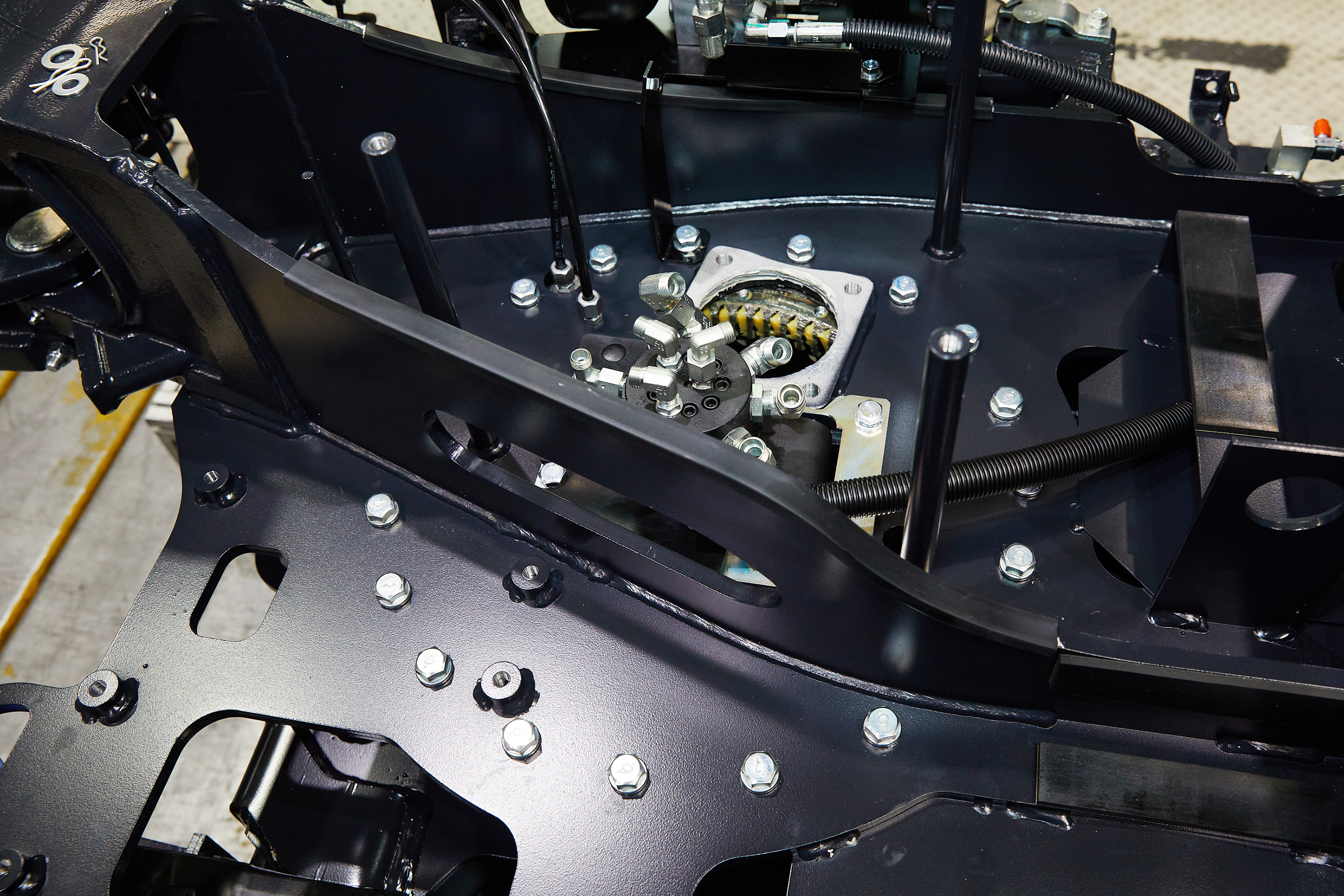 |
Download: Der Drehkranz ermöglicht eine Relativbewegung zwischen Ober- und Unterwagen der Bagger zueinander, so dass der Fahrer sich mitsamt Kabine um die eigene Achse drehen kann, während die Ketten an Ort und Stelle nicht bewegt werden müssen. (Bild: Desoutter/Rüdiger Vogel) |
 |
Download: Die Connect-Steuerungen von Desoutter fungieren als Kommunikationszentralen für jeweils bis zu 20 angetriebene Schraubwerkzeuge und Drehmomentschlüssel. Sie sind absichtlich fern von den Arbeitsplätzen untergebracht. Durch die Integration der Q-Shield-Drehmomentschlüssel in die Connect lassen sich auch manuelle Montagetätigkeiten in übergeordnete Steuerungssysteme integrieren, wie es von kabelgebundenen Schraubern und von gesteuerten Akkuwerkzeugen her bekannt ist. Dies ist etwa für die Montage von Kleinserien interessant oder für Schraubfälle, bei denen mit einem Handwerkzeug mit langem Hebel gearbeitet werden muss. (Bild: Desoutter/Rüdiger Vogel) |
 |
Download: Desoutter-Vertriebsingenieur Pascal Brück, Jens Weber von Kubota und Michael Loosen, Produktmanager bei Desoutter (von links) freuen sich über die gelungene Zusammenarbeit bei der Umstellung der Montagelinien in Zweibrücken auf gesteuerte Schraubtechnik. (Bild: Desoutter/Rüdiger Vogel) |